Kāpēc man nepieciešama EDM stiepļu griešanas mašīna?
Elektroerozijas stieples griešanas mašīnakalpo, lai precīzi izpildītu caurumus dažāda blīvuma metālos. Instruments pārvietojas ar augstu precizitāti un gludumu. Iekārtas ražo, pateicoties unikālajai tehnoloģijai, dzinējus.
Būvniecība
Elektroerozijas stieples griešanas mašīnair aprīkots ar lidmašīnu paralēli motori. Lai to izdarītu, ražotāji izveido savus neodīma magnētus (NdFeB - neodīma-dzelzs-boru). Turklāt viņiem bija nepieciešama unikāla K-SMS vadības sistēma.

Klasiskais elektroerosīvsStiepļu griešanas mašīna ir spējīga apstrādāt tikai elektriski vadošas stieņus. Metāli tiek sadedzināti ar loka līdz ievērojamam dziļumam. Grīdas vietā paliek gluda virsma, bieži vien bez papildu apstrādes.
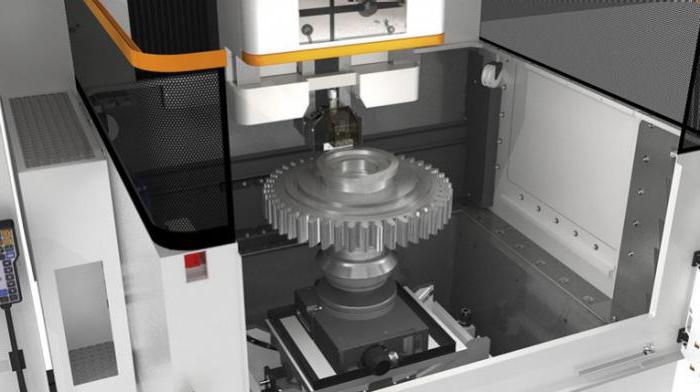
Elektroerozijas stieples griešanas mašīnapalīdz iegūt sarežģītus produktus: veidņus, celmus, koniskas un cilindriskas virsmas, izvirzījumus un konusus. Pārdošanā ir iespējams atrast divu koordinātu komplektus, kurus izmanto visvienkāršākajās darbībās. Sarežģītāki produkti tiek iegūti, izmantojot piecu koordinātu mašīnas.
Darbības princips
Cauruļu griešanas mašīnas izmantošanas procesāBrass wire parasti tiek izmantots kā griešanas rīks. To veic ar unikālu tehnoloģiju, un tās kvalitāte ir atkarīga no apstrādes ātruma un precizitātes.
Ja aprakstītajā mašīnā tiek veidots augstfrekvences impulsu ģenerators ar paaugstinātu jaudu, misiņa stieple ir aprīkota ar īpašu pārklājumu. Tās struktūrai ir vairāki slāņi:
- Bāze ir CuZn40 (vara-cinka sakausējums) vai misiņš. Var izmantot arī molibdēnu un varu.
- Termodifūzijas slānis ir cinka koncentrācija vairāk nekā 50%.
- Augšējais slānis ir tīrs cinks.
Sakarā ar šo struktūru, vadiem ir vairākas priekšrocības:
- Izturīgs pret augstām temperatūrām.
- Arka apstrādes procesa laikā ir stabila, sagriežšanās vietā sagriež sagriež.
- Tērauda patēriņš griezuma garumā ir samazināts.
Vadu EDM ar CNCtiek galvenokārt izmantoti masveida ražošanā. Vieni priekšmeti neattaisno dārgu iekārtu iegādi, taču dažas detaļas var iegūt tikai ar šāda veida griezumu. Cinka pārklājums nodrošina automātiskā procesa nepārtrauktību, jo no misiņa tiek izslēgta augstfrekvences strāva.
Pārstrādes process
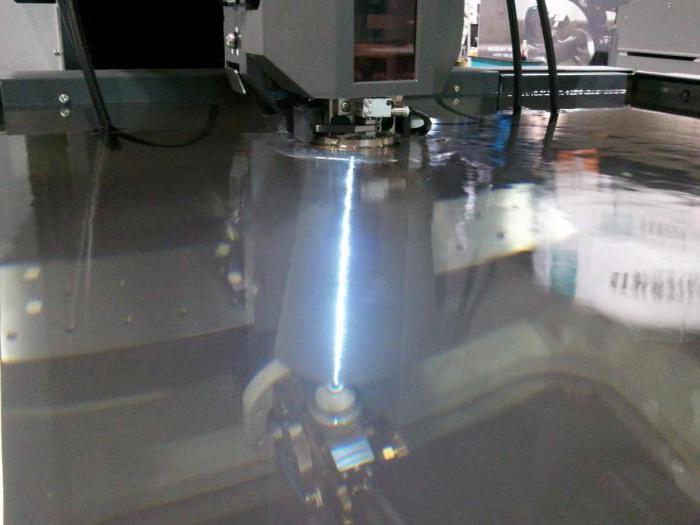
Elektroezīvu materiālu apstrāde balstās uzpar dzirksteles veidošanos, izlaižot augstas frekvences strāvu caur minimālu gaisa vai ūdens spraugu. Šis process ir visaktīvākais, piedaloties misnam.
Iepriekš minētajā iekārtā ir vairāki metāla apstrādes veidi:
- Kopēšanas un iesiešanas tehnoloģijas.
- Profilētas un iegrieztas.
- Iesiešana.
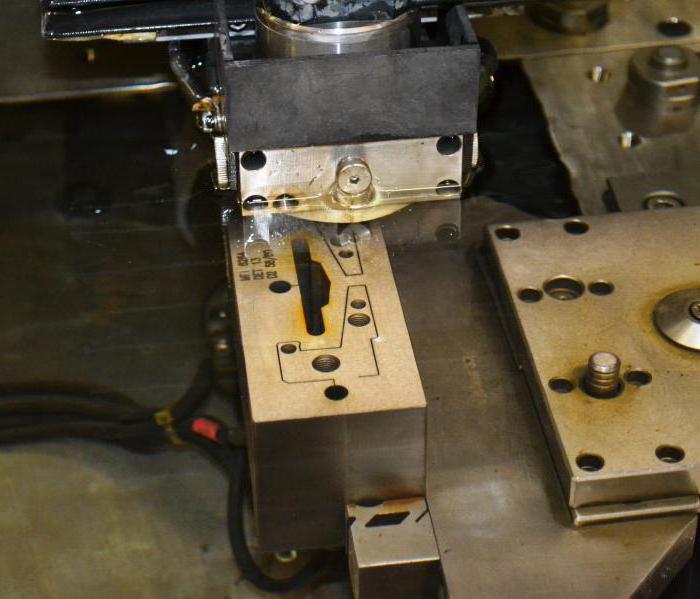
Biežāk EDM mašīnu vadsir pievienota kustīgajai mezglai. Rūpnieciskais izstrādājums tiek novietots uz stacionāro galdu. Griešanas procesu kontrolē NC regulators, kas vienlaikus kontrolē vairākas asis.
Tehnoloģijas būtība
Elektriskā izlāde starp vadu unRūpnieciskais izstrādājums noved pie metāla daļas noņemšanas. Izolētās daļiņas tiek izvadītas darba šķidruma tilpumā. Dūņas (kristalizējamās daļiņas) filtrē un noņem griezuma beigās. Apstrādes ātrumu kontrolē strāva. Bet jāizvēlas optimāli režīmi, kuros griešanas procesā nav uzkrāšanās.
Elektroerozija palīdz ražot produktus ļotiplānas sienas, lai apstrādātu mīkstus metālus bez mehāniskiem bojājumiem. Šī griešanas metode tiek izmantota programmaparatūras lielam dziļumam. Stiepes biezums ir minimāls, tikai šis parametrs ierobežo saražoto caurumu diametru.
Papildu apstrāde nav nepieciešama, joPēc griezuma pašreizējie impulsi nav atstāti. Tāpat nav nepieciešams dārgs instruments, ko izmanto klasiskās frēzēšanas metodēs. Tas kļūst atkarīgs no viskoziem materiāliem.
Aparatūras parametri
CNC procesa vadība paplašina metālu apstrādes iespējas ar elektro eroziju. Asu pārvietošanas perpendikoru un taisnumu novirzes nav lielākas par 0,01 μm.
Mehānisko precizitāti apgalvo ražotāji unnav nepieciešams veikt papildu korekcijas. Iekārta ir pilnībā sagatavota automātiskā cikla sākumam, pietiek ar to, lai ielādētu daļu modeli standarta kodā.

Mūsdienu elektronika nodrošina precizitātileņķisko un lineāro sensoru izturība, kura izšķirtspēja ir 1,5 μm. Iegūto kontūru precizitāte svārstās no ± 1,5 līdz ± 5 μm 300 mm garumā.
Īpašības tiek atlasītas individuāli ražošanas vajadzībām. Pamatojoties uz to, ierīču izmaksas tiek veidotas, orientētas uz piemērotu modeli.
Papildu iespējas
Elektriskā erozijas mašīnu pircējs var modernizēt aprīkojumu ar piedāvātajām iespējām:
- C ass kontrolēta pozīcija. Biežāk tas nepieciešams cilindrisko sagatavju frēzēšanai.
- Tornītis ar papildu instrumenta brīvības pakāpēm. Ar šo modeli tiek iegūtas ģeometriski sarežģītas daļas.
- Tabulā var būt papildu asis. Šo opciju izmanto, apstrādājot ķermeņa produktus vai vairākas sagataves vienā ciklā.
Standarta aprīkojums ietver sistēmastīrīot darba šķidrumu, ļaujot filtrēt ar kvalitāti līdz 3 mikroniem. Netīrās kārtridži ir standarta izmēri un diezgan ātri mainās.








